ISCAR热交换器制造行业解决方案
热交换器作为热管理系统的核心部件,通过固体隔膜实现流体间的高效热量传递。这类部件普遍存在于汽车、航空航天、发电及重工业领域,其复杂的几何结构、尺寸规格和材料特性往往带来特殊的加工难题。ISCAR提供全方位的定制解决方案,满足热交换器部件的严苛制造要求。
一、 铣面:热交换管板的首序加工
铣面通常是管板加工的首道工序,加工后的表面质量直接影响后续所有工艺性能。ISCAR面铣刀兼具强韧性与高效性。
ISCAR管板面铣加工的关键刀具配备多款可转位刀片,主要包括:
• FFQ4 SOMT 0904:方形单面4刃刀片,专为快进给铣削(HFM)设计
• H1200 HXCU 0606:双面12刃六角形刀片
• IQ845:通用型双面8刃方形铣削刀片(图1)

• ONMU/ONHU 07...: 八角形双面16刃铣刀片,适用于经济型面铣
每款刀具均针对特定加工场景开发,以实现生产效率和表面质量的最优化。
二、 车削:专为重型切削工况设计
管板车削加工常面临挑战性材料和大切深工况。ISCAR车削刀具即使在苛刻条件下,也能确保稳定性、切屑控制和刀具长寿命。
重点车削刀具包括:
• DOVE-IQ:双面R3P断屑台型刀片,专为钢件的重载车削设计
• CNMG-R3M:双面80°菱形刀片,不锈钢及低碳钢件的粗加工首选(图2)

• RCMX: 7°正前角圆刀片,强壮的切削刃设计适用于粗车
• LOMX: 立装4刃刀片,加工钢件时加工最大切深可达35mm
这些刀具专为应对重型切削挑战而开发,同时保证尺寸精度和刀具可靠性。
三、模块化孔加工:拓展技术边界
1. SUMOCHAM系列——满足精密钻孔需求
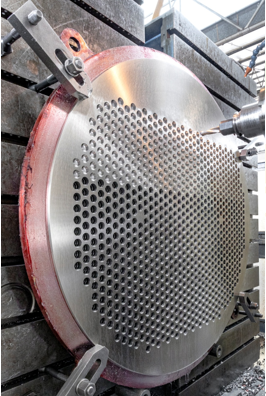
ISCAR的SUMOCHAM系列满足管板与折流板(图3)的精密钻孔需求。该平台采用可换钻头和快速自锁换刀系统,在确保精度的同时最大限度减少停机时间。
核心亮点
•直径范围:Ǿ4–32.9毫米(Ǿ0.157–1.299英寸),以0.1毫米(0.004英寸)递进
•12种标准几何刃型,覆盖最常用材料组
•自定心钻尖设计的钻头,无需预钻孔即可实现12倍径深孔加工
•高性能IC908牌号:超细颗粒硬质合金搭配TiAlN涂层
•优化排屑槽设计的钻体,最大化容屑空间与排屑效率
•抛光排屑槽及钻体,进一步提升排屑性能
由于尾端精密圆柱体增加了定位和夹持面,SUMOCHAM刀头具有很强的刚性和定位精度。刀头上的旋转止动平面经精密加工,可精准控制钻头位置并提供支撑,从而提升刀具性能与寿命。
SUMOCHAM系列拓展了孔加工的技术边界。这一技术进步为可换钻头的应用开辟了新天地,在以往只能使用整体钻头的切削工况下也能大显身手,同时实现12倍径深孔加工且无需预钻孔。
2.QUICK-3-CHAM——创新可换钻头系统
QUICK-3-CHAM系列代表最高效的生产力与成本效益水平,配备三刃可换钻头(图4)。相比传统双刃钻头,该刀具设计可显著提升加工效率,缩短加工周期达50%。
QUICK-3-CHAM钻削产品系列专为ISO P材料(钢、铸钢、工具钢、铁素体和马氏体不锈钢)及ISO K材料(铸铁)的加工设计,其刀头具有以下特性:
•直径范围:Ǿ12–25.9毫米(Ǿ0.472–1.020英寸),以0.1毫米(0.004英寸)递进。
•自定心几何刃尖确保钻孔过程稳定、定心精准,并实现材料平滑切入。
•专利设计的坚固精密钻尖结合优化的排屑槽角度,可有效承受重切削载荷。
•ISCAR专利凹形切削刃配合波形刃口设计,既能实现平稳钻孔,又能优化切屑形态并简化排屑过程。
•转角倒棱增强耐磨性并强化切削刃。
•适用孔深可达10倍径(10×D)。
•变螺旋角设计提升刀具结构强度,耐受高轴向力。
•ISCAR专利定位夹持设计适应高强度加工条件,支持快速轻松的刀头转位。
QUICK-3-CHAM的每项设计均致力于实现高金属去除率,在严苛工况下保持可靠、稳定与精准的加工性能。
四、管板与折流板的深孔加工:极限突破
热交换器部件常需加工深孔,ISCAR的TRI-DEEP和ISCAR-DEEP-DRILL系列为此提供专业解决方案。
1. TRI-DEEP平台
为所有深孔加工方法提供多功能方案,(图5)。直径从7.95毫米(0.313英寸)起,最大加工深度达25倍径(25×D)
2. ISCAR-DEEP-DRILL 系列
ISCAR-DEEP-DRILL系列进一步扩展加工范围,配备模块化刀座系统:
•单管系统:直径范围38-294毫米(1.496-11.575英寸),可选外螺纹或内螺纹配置。
•双管系统:直径范围38-184毫米(1.496-7.244英寸),标配四头外螺纹接口。
•模块化刀座可实现最大5毫米(0.197英寸)的直径扩展能力。
即使在极端孔深条件下,这些刀具仍能确保卓越的加工稳定性与性能。
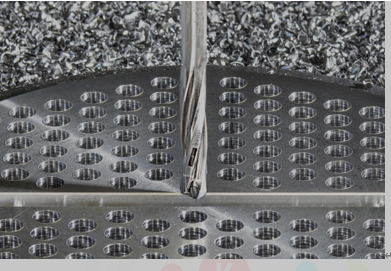
五、精加工艺术:开槽、倒角与铰孔
在热交换器制造过程中,开槽、倒角及铰孔等精加工工序对确保设备可靠性与密封性至关重要。这些终加工步骤必须满足严格的尺寸公差与表面质量要求,以保证零部件的装配精度和使用性能。
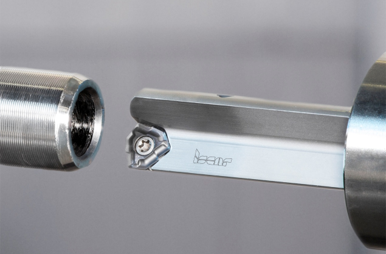
1. MULTI-MASTER系统
针对内径切割与开槽加工,ISCAR的MULTI-MASTER系统提供模块化高精度解决方案:
•刀片直径:15.5/18.5/24.5毫米三种规格
•槽宽3毫米,最大槽深0.5毫米
•切削稳定无振颤,可实现光滑表面与无毛刺的加工
MULTI-MASTER倒角刀头可选45°与60°倒角刃配置,最多配备6刃,确保高速倒角时仍能获得优异的边缘质量。
2. BAYO-T-REAM铰削产品系列
在高精度铰孔加工中,BAYO-T-REAM铰削产品系列具备以下特性:
•加工直径范围:11.5-32毫米
•重复定位精度与径向跳动≤3微米
•模块化刀头适用于盲孔/通孔加工,内置冷却液通道有效改善排屑与表面粗糙度
这些解决方案确保即使是最小的特征也能按照最高标准加工,在加工的最后阶段提供一致性,精度和生产效率。
六、复杂工况:专用钻孔解决方案
针对热交换器制造中的特殊加工难题,套料钻、模块化钻头系统提供了创新解决方案。
1.TREPAN-DRILL
•专为套料钻加工设计,可完整保留切除材料作为可重复使用的芯料,最大限度减少材料浪费并显著提升材料利用率。
•采用双刃可转位GRIP刀片,配备高性能SUMOTEC牌号。
•实现最大2倍径(2×D)孔深加工,同时显著降低切削力。
2.CHAM-IQ-DRILL(MD-DFN模块化钻头)
•采用凹形切削刃的整体硬质合金钻头,支持大进给率加工。
•精度可达IT8-IT9级公差,省去二次精加工工序。
•快速转位机构延长刀具寿命,维护便捷。
3.ISCAR-DR-DH(MD-DR-DH模块化钻头)
•配置四刃SOMX强力刀片,切削性能卓越。
•专为严苛工况下的半精加工与粗加工优化设计。
4.COMBI-CHAM模块化钻头
•标准直径可选33.2、36.2及39.2毫米三种规格
•导向支撑垫设计确保卓越的钻孔稳定性与直线度
•无需预钻孔即可实现8倍径(8×D)深孔加工
七、ISCAR:创新永不停歇
这些先进的钻孔系统专为精密性、稳定性和高效生产力而设计,既能解决复杂的加工难题,又可实现成本与材料利用率的最优化。
从粗加工到精加工应用,ISCAR全面的刀具组合为热交换器部件制造提供精准、可靠且高效的加工方案。凭借数十年的技术积淀与持续创新,ISCAR不仅满足行业标准,更不断突破性能极限。
热交换器加工需要系统化的解决方案。ISCAR以卓越性能和多功能性为设计核心打造每一款刀具——因为在这个领域,任何妥协都不被允许。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控车工巧用刀偏进行切槽加工
- target=_blank>采用ISCAR领先的CBN与PCD刀片加工零件
- target=_blank>铝合金加工:真的那么容易吗?
- target=_blank> FANUC加工中心机械手换刀PMC设计
- target=_blank> ISCAR创新刀具,破解油气行业加工难题
名企推荐







