



一种简易数控车床及自动送料装置的研制
2026-5-7 来源:北京市地铁运营有限公司机电分公司 作者:刘雄心
摘要 :对于一些轴类零件的大批量加工,为了提高车床的加工效率,针对轴类零件大批量加工以及提高车床的加工效率问题,本文研制了简易数控车床及自动送料装置。新研制的简易数控车床及自动送料装置配备了机架、下料机构、水平往返机构、竖直升降机构、轴向送料机构、自动夹料机构和车削机构。新研制的简易数控车床及自动送料装置能够提高加工效率,使工人从繁重的体力劳动中解脱出来,节省了大量的人力和物力,创造了可观的经济效益。
关键词 :简易数控车床 自动送料装置 结构 工作原理 动作顺序
1、 前言
对于一些轴类零件的大批量加工,过去经常采用手动方式将物料放入车床的卡盘中进行加工,这就使得生产效率低下,同时还容易因为操作人员的失误而导致产品质量问题。为了提高产品质量和车床的加工效率,需要研制简易数控车床及自动送料装置。
2、 简易数控车床及自动送料装置结构
简易数控车床及自动送料装置 [1] 包括机架、杆料、下料机构、水平往返机构、竖直升降机构、轴向送料机构、自动夹料机构和车削机构。
下料机构 [2] 包括底板、第一滑台气缸、料斗和托料板。底板固定在机架上。第一滑台气缸呈扁平状,由第一滑台气缸缸体和第一滑台气缸缸杆两部分组成。第一滑台气缸缸杆的数量为两个,第一滑台气缸缸体固定在底板上,第一滑台气缸缸杆与托料板相连接,托料板的前端呈蟹爪状并制有凹槽,杆料装在料斗内。
第一滑台气缸缸杆的伸缩可以带动托料板伸缩。第一滑台气缸缸杆回缩,杆料在重力的作用下从料斗自由落入托料板前端的凹槽内 ;第一滑台气缸缸杆伸出,推动托料板和杆料向前运动到达指定位置,如图 1 所示,以便于自动夹料机构夹取杆料。
水平往返机构[3] 包括水平气缸座板、水平气缸、水平导轨和第一连接座板。
水平气缸座板固定在底板上。水平气缸包括水平气缸缸体和水平气缸缸杆。水平气缸缸体固定在水平气缸座板上,水平导轨同样固定在水平气缸座板上,第一连接座板固定在水平气缸缸杆的前端,第一连接座板与竖直气缸座板固定相连接,因此水平气缸缸杆的伸缩可以带动竖直气缸座板在水平导轨上做水平往复运动。
竖直升降机构 [4] 包括竖直气缸座板、竖直气缸和竖直导轨,竖直气缸由竖直气缸缸体和竖直气缸缸杆组成,竖直气缸缸体固定在竖直气缸座板上,竖直导轨同样固定在竖直气缸座板上,竖直气缸缸杆的下端与第二连接座板固定相连接,竖直气缸缸杆的伸缩带动第二连接座板在竖直导轨上做上下往复运动。
轴向送料机构 [5] 由第二连接座板和第二滑台气缸组成,第二滑台气缸由第二滑台气缸缸体和第二滑台气缸缸杆组成,第二滑台气缸缸杆固定在第二连接座板上,第二滑台气缸缸体与第三连接座板连接在一起,第二滑台气缸缸体的轴向往复运动带动第三连接座板做轴向往复运动。
自动夹料机构包括第三连接座板、手指气缸和夹手,手指气缸由手指气缸缸体和手指组成,手指气缸缸体固定在第三连接座板上,手指的外侧安装有夹手用来夹住杆料。夹手下端的内测设有V 形槽,用于夹正杆料。手指的数量为两个,夹手的数量为两个,V 形槽的数量为两个。
车削机构 [6][7][8] 包括机架、圆柱导轨、第一滑动座、第二滑动座、步进电机、丝杠、车刀、刀架、第三滑台气缸、燕尾槽导轨滑台、气动卡盘、顶尖、顶尖座和轴向气缸。圆柱导轨固定安装在机架上,第一滑动座骑在圆柱导轨上并可以沿着轴向运动。待加工的杆料送入气动卡盘内夹紧等待加工。步进电机固定安装在机架上,步进电机带动丝杠转动,丝杠带动第一滑动座在圆柱导轨上做轴向进给运动。
第三滑台气缸包括第三滑台气缸缸体和第三滑台气缸缸杆。燕尾槽导轨滑台包括凸块和凹块。凸块安装在凹块的上面,凸块按照实际情况被截取一段。车刀安装在刀架上,刀架安装在凸块的上面,第三滑台气缸缸杆安装在凸块的前面。第三滑台气缸缸体固定安装在凹块的前面,凹块固定安装在第一滑动座上。第三滑台气缸缸杆通过凸块和刀架带动车刀做纵向进给运动。丝杠带动第一滑动座、燕尾槽导轨滑台、第三滑台气缸、刀架和车刀在圆柱导轨上做轴向进给运动。
顶尖安装在顶尖座内,顶尖和顶尖座之间安装有滚动轴承及止推轴承,顶尖可以在顶尖座内自由转动,顶尖用来在轴向上顶紧杆料。轴向气缸包括轴向气缸缸体和轴向气缸缸杆。轴向气缸缸体安装在立座上,立座固定安装在机架上。轴向气缸缸杆与顶尖座相连接,顶尖座安装在第二滑动座上。第二滑动座骑在圆柱导轨上并可以沿着轴向运动,因此轴向气缸缸杆可以带动第二滑动座、顶尖座和顶尖在圆柱导轨上做轴向运动。
3、 简易数控车床及自动送料装置动作顺序
如图 1 和图 2 所示,简易数控车床及自动送料装置的工作原理 [9][10] 包括按照顺序进行的下列步骤 :
初始状态:手指打开,气动卡盘打开,第二滑台气缸缸杆回缩,竖直气缸缸杆回缩,水平气缸缸杆回缩,第一滑台气缸缸杆回缩,轴向气缸缸杆回缩,第三滑台气缸缸杆回缩 ;
下料 :当第一滑台气缸缸杆处于回缩状态时,杆料从料斗自由落入托料板前端的凹槽内→第一滑台气缸缸杆伸出,推动托料板和杆料向前运动到达指定位置(如图 1 所示);
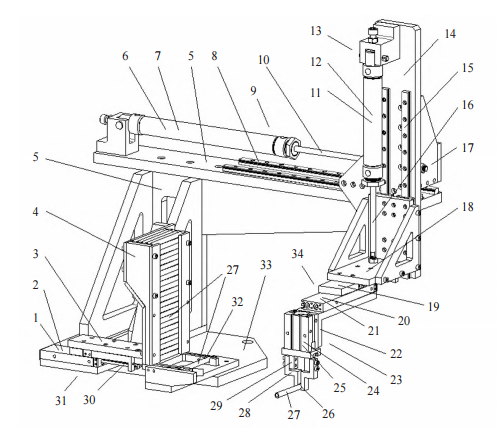
1- 第一滑台气缸,2- 第一滑台气缸缸体,3- 托料板, 4- 料斗,5- 水平气缸座板,6- 水平气缸,7- 水平气缸缸体,8- 水平导轨,9- 水平往返机构, 10- 水平气缸缸杆, 11- 竖直气缸缸体,12- 竖直气缸, 13- 竖直升降机构,14- 竖直气缸座板,15- 竖直导轨, 16- 竖直气缸缸杆,17- 第一连接座板, 18- 第二连接座板,19- 第二滑台气缸缸杆, 20- 第二滑台气缸缸体,21- 第二滑台气缸, 22- 第三连接座板,23- 自动夹料机构, 24- 手指气缸,25- 手指气缸缸体,26-V 形槽, 27- 杆料, 28- 夹手,29- 手指,30- 第一滑台气缸缸杆,31- 下料机构, 32- 凹槽,33- 底板,34- 轴向送料机构
图 1 下料机构及传输机构图
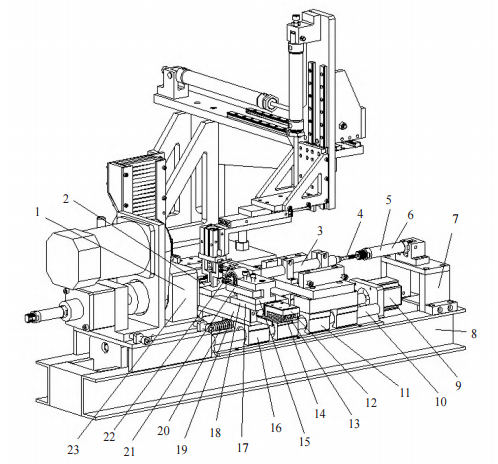
1- 车削机构,2- 杆料, 3- 顶尖座, 4- 轴向气缸缸杆, 5- 轴向气缸缸体, 6- 轴向气缸, 7- 立座,8- 机架, 9- 步进电机,10- 圆柱导轨, 11- 第二滑动座,12- 第三滑台气缸缸杆,13- 第三滑台气缸缸体,14- 第三滑台气缸,15- 刀架, 16- 第一滑动座,17- 燕尾槽导轨滑台,18- 凸块,19- 凹块,20- 丝杠,21- 车刀, 22- 顶尖,23- 气动卡盘
图 2 简易数控车床及自动送料装置整体轴测图
夹料 :竖直气缸缸杆伸出→手指关闭,夹手夹紧杆料 ;传输 :竖直气缸缸杆回缩→水平气缸缸杆伸出→竖直气缸缸杆伸出 ;夹紧 :第二滑台气缸缸杆伸出→气动卡盘夹紧杆料→手指打开 ;回撤 :第二滑台气缸缸杆回缩→竖直气缸缸杆回缩→水平气缸缸杆回缩→第一滑台气缸缸杆回缩 ;顶紧 :轴向气缸缸杆伸出→顶尖顶紧杆料 ;轴向进给 :丝杠带动第一滑动座、燕尾槽导轨滑台、第三滑台气缸、刀架和车刀在圆柱导轨上做轴向进给运动,轴向加工杆料 ;纵向进给 :第三滑台气缸缸杆伸出,通过凸块和刀架带动车刀做纵向进给运动,纵向加工杆料 ;加工完成后,轴向气缸缸杆回缩,顶尖松开杆料→第三滑台气缸缸杆回缩→气动卡盘松开杆料→将加工完成后的杆料从气动卡盘中取出 ;回到初始状态,开始下一个循环。
根据不同的加工需求,第三滑台气缸也可换做步进电机。图 3 为简易数控车床及自动送料装置的正视图。在图 3 中为了观察方便,隐藏了下料机构。
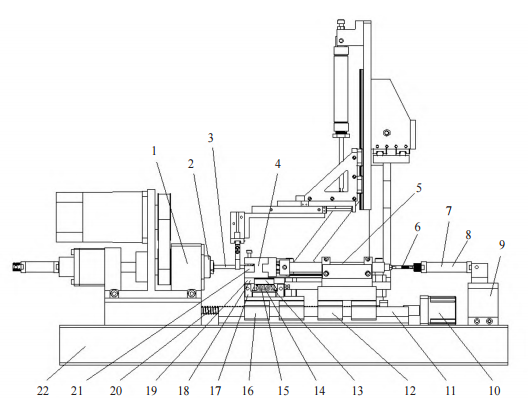
1- 车削机构, 2- 气动卡盘, 3- 杆料, 4- 刀架, 5- 顶尖座, 6- 轴向气缸缸杆, 7- 轴向气缸缸体,8- 轴向气缸, 9- 立座,10- 步进电机,11- 圆柱导轨,12- 第二滑动座,13- 第三滑台气缸缸杆,14- 第三滑台气缸缸体, 15- 第三滑台气缸, 16- 第一滑动座,17- 凹块,18- 凸块,19- 燕尾槽导轨滑台, 20- 丝杠,21- 车刀,22- 机架
图 3 简易数控车床及自动送料装置正视图(图中隐藏了下料机构)
4、 应用情况以及优劣势分析
(1)该简易数控车床及自动送料装置是应客户的要求设计并制造完成。该简易数控车床及自动送料装置投入使用至今,一直运行平稳。该装置可以推广应用到一些其它需要轴类加工的场所。
(2)该简易数控车床及自动送料装置体积小巧,占用空间少,并可以根据用户要求随时移动到所需要的场所。
(3)该简易数控车床及自动送料装置生产效率高,用电少,使工人从繁重的体力劳动中解脱出来。该简易数控车床及自动送料装置投入使用后,只需要一个工人每隔一个小时去检查设备是否正常运行即可,不需要工人时时刻刻去值守,完全实现了自动化生产。
(4)关于费用 :由于是自主研发,除了一些标准件与外购件去采购外,其余零件均可自主加工完成。与从机床厂家专门购买相比较,费用降低了 90%以上。
5、 结语
通过研制简易数控车床及自动送料装置,提高了车床的加工效率,实现了车削的自动化生产。该装置不再需要手工操作,提高了加工精度和生产效率。对加工质量和加工效率的提升作出了巨大的贡献。尤其在大量生产小批量、多品种和复杂形状的工件方面具有显著的优势。另外,随着科技的发展和人们对环保问题的日益关注,应用数控车床还可以减少废品的产生,实现资源节约与环境保护,对于推动国家工业化进程和现代化进程也具有重要的意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

