



基于智能诊断系统的数控机床主轴电机故障维修技术研究
2026-5-14 来源: 青岛市即墨区第一职业中等专业学校 作者:王正建
摘要:本研究针对数控机床主轴电机常见故障对设备性能和生产效率的影响,提出了一种基于智能诊断系统的故障维修技术优化方案。研究基于智能诊断系统的原理和关键技术,对数控机床主轴电机故障的分类及典型模式进行了详细分析,结合故障信号特征提取方法和实际案例验证了诊断的准确性。优化的维修技术通过智能诊断辅助故障定位和维修流程提升了诊断效率和维修质量,显著缩短了故障排除时间和生产停机时间。研究结果表明,智能诊断系统在数控机床主轴电机故障维修中具有高效性和可靠性,为智能制造环境下的设备运维提供了重要技术支持,并对相关领域的故障诊断与维修优化具有参考意义。
关键词:智能诊断系统;数控机床;主轴电机;故障维修;优化技术
0 引言
数控机床作为现代制造业的核心设备,其主轴电机是保证机床正常运行的重要部件,直接影响加工精度和生产效率。然而,主轴电机在高强度运行中易受到振动、温升、磨损等多种因素的影响,导致故障频发,维修难度大且成本高。传统的故障诊断和维修方式依赖人工经验,诊断效率低,无法满足高效生产的需求。智能诊断系统结合数据分析和机器学习技术,能够快速、精准地识别故障类型,优化维修流程,在智能制造领域逐渐成为重要的技术手段。研究基于智能诊断系统的数控机床主轴电机故障维修技术具有重要的实际意义和应用价值。
1、 智能诊断系统的工作原理与关键技术
1.1 智能诊断系统的构成与原理
智能诊断系统的组成包括:(1)传感器模块,负责实时监测主轴电机运行的关键参数,包括振动、温度、电流和转速等,借助高精度传感器将物理信号转化为电信号。(2)数据采集模块,对传感器信号进行采集并进行初步处理,过滤噪声和异常数据。(3)信号处理模块,采用快速傅里叶变换(FFT)、小波变换等方法,对采集的信号进行时域和频域分析。(4)数据分析平台,借助集成机器学习模型,提取信号特征并对故障模式进行分类和预测。(5)诊断决策模块,结合故障知识库,给出故障定位、严重程度评估和维修建议。智能诊断系统的原理可用公式描述数据采集和信号处理的核心过程。采集到的信号 x(t)表示为信号与噪声的叠加,公式为:x(t)=s(t)+n(t),其中,s(t)为故障信号的有效成分,n(t)为背景噪声。
通过滤波器设计,采用频率域滤波的方式提取有效信号,公式为:S(f)=H(f)·X(f),其中,S(f)为滤波后的有效信号频谱,H(f)为滤波器的频率响应函数,X(f)为原始信号的频谱。滤波器设计时,选取 H(f)使得目标频率范围内的信号通过其他频率范围的噪声被有效抑制。在系统运行中,滤波后的信号 S(f)被进一步输入到机器学习模型中进行特征提取和分类决策。如主轴电机轴承磨损故障时,信号中的特征频率会集中在高频范围内,借助滤波可准确捕捉这一特征,系统根据这些特征参数进行分类诊断结合历史数据和知识库生成维修方案。公式分析显示,滤波器设计的精准度直接影响诊断系统的可靠性,滤波后的信号质量决定了故障定位的准确性。这种基于数学模型和信号分析的智能诊断系统能大幅提升诊断效率和维修决策的科学性。
1.2 故障检测算法与数据分析方法
故障检测算法是智能诊断系统的核心技术,常用方法包括时域分析、频域分析和基于时频联合的分析技术。在时域分析中,利用均值、方差、峭度和峰值因子等参数描述振动信号的变化特征。频域分析根据快速傅里叶变换(FFT)提取主轴电机运行频率下的特征信息,对机械故障进行频谱诊断。小波变换作为时频联合分析的典型方法,可以有效分离信号中的非平稳成分,实现局部信号的精准特征提取。深度学习算法在数据分析中发挥了重要作用,卷积神经网络(CNN)通过构建多层卷积核对信号特征进行自动学习,能够快速识别复杂的故障模式。支持向量机(SVM)作为分类器,基于优化的决策边界对不同故障类型进行精确划分。数据分析方法在故障诊断中依赖数学模型与特征提取技术,结合信号的本征模态分解(EMD)对原始信号进行分解,可以获得与故障相关的固有模式函数(IMF)。信号分析的数学公式如下:
其中,x(t)为原始信号,ci(t)为第 i 个固有模式函数,rn(t)为剩余误差项。通过分析 ci(t)的能量分布和频谱特征,可以识别出与故障相关的模式。由上述技术可知,智能诊断系统可以快速捕捉主轴电机运行中的异常状态,利用数据分析结果为后续的维修决策提供科学依据。模型训练与实时数据流的融合增强了系统的动态适应能力,使其能够在复杂工业场景下保持高效稳定运行。
2、 数控机床主轴电机常见故障分析
2.1 故障分类及典型故障模式研究
数控机床主轴电机在高负荷和长时间运转的条件下面临多种故障模式的交织。绕组短路或断路等电气故障会导致电流不稳定,电机运转效率下降进而引发温度升高,温升异常会加速电机内部绝缘材料的老化,还可能导致电机绕组过热。电磁干扰问题在高速运转的过程中会对控制系统产生不良影响,导致控制信号失真或误操作并影响机床的稳定性。机械故障中轴承损坏常因长时间未得到适当润滑或过载运转引起。轴承的疲劳损坏通常伴随摩擦力增大、温度升高会出现金属颗粒进入润滑系统,形成更严重的污染循环,而轴心偏移和不平衡问题源自安装不精确或长期运行中的磨损。
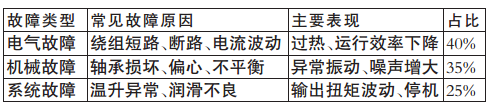
根据对典型故障分类统计(如表 1 所示)数据可知,电气故障占比最高,这类故障的突出表现是电机过热和效率下降,严重时可能导致设备停机。机械故障中轴承相关问题最为突出,例如轴承损坏和轴心偏移引发的振动和噪声,这些问题会直接影响设备的精度和寿命。系统综合故障占比较低,但温升异常和润滑不良会引发多种次生故障,例如输出扭矩波动或停机问题。占比数据显示,电气与机械故障是维修中的重点,研究针对性优化措施是提升机床稳定性的关键。
表 1 典型故障分类及其主要表现
2.2 故障信号特征提取与诊断案例分析
故障信号特征提取借助对机床主轴电机工作状态下的振动、温度、电流等信号进行实时采集和分析,可以有效识别故障的类型和严重程度。振动信号中的幅值、频率谱和谐波成分等频域特征可以揭示出主轴的不平衡、轴承磨损或齿轮箱故障。低频振动特征对于机械系统的早期故障十分敏感而高频信号能反映微小的轴承缺陷或电磁干扰。电流信号的波形变化反映了电机负载的异常,电机运行过程中电流波动频繁且幅度增大可能预示着绕组短路或接触不良的发生。温度信号提供了热失衡的有效指示,在电机或机械部件过热时,温度的急剧升高常伴随着设备的性能下降或早期损坏。单一信号的特征提取对于复杂的故障模式难以准确反映问题的根源,信号的综合特征能提供更全面的故障信息来提高诊断的准确性和可靠性。
以某工厂加工中心数控机床主轴电机为例,运行中出现周期性振动异常和温度骤升的现象。故障信号采集系统记录了电机运行的振动和温升数据,经时域分析发现振动信号的峰值因子显著提高,频域分析显示 50Hz 基频信号幅值增大伴随多次谐波成分。综合分析,故障原因锁定为轴承外圈剥落,更换轴承后,机床恢复正常运行。由检测数据可知:振动幅值在正常状态下为 0.02g,而故障状态下升至 0.12g,变化率高达 500%,表明轴承故障导致机床运行的振动显著增强。温升从正常状态的 40℃升至故障状态的65℃,变化率达到 62.5%,表明轴承损坏增加了机械摩擦并引起了热量的迅速累积。峰值因子从 1.5 跃升至 4.2,变化率高达 180%,这一指标的异常表明振动信号的不规则性和强度大幅上升。上述数据表明,振动和温升信号的异常对故障诊断具有显著参考价值,结合多维度特征提取能够精准识别主轴电机的故障类型和严重程度,为维修提供明确依据。
3、 故障维修技术优化与智能诊断系统的结合
3.1 智能诊断辅助故障定位与维修流程优化
智能诊断系统根据对数控机床主轴电机运行状态数据的实时监测和分析,为故障定位和维修流程优化提供了全新技术手段。系统基于多种信号源采集的振动、电流和温度数据,结合故障特征模型,能够快速定位故障位置和类型。故障诊断模型依赖数学表达对故障特征的准确描述,基于支持向量机(SVM)的分类器构建优化模型,公式如下:
其中,αi 为拉格朗日乘子,yi 为类别标记,K(xi,x)为核函数,b 为偏置,x 为待分类样本。借助该模型可实现多类故障的精准识别。智能诊断系统在维修流程中引入了预测性维护策略,根据故障类型和严重程度生成维修优先级。传统维修流程中依赖经验判断的方式被数据驱动的决策所取代,例如在某航空零件加工厂的实际应用中,智能诊断系统在主轴电机轴承磨损的早期阶段发出警报,提前安排维修避免了设备停机和零件损坏。优化后的维修流程包括实时监测、数据分析、诊断决策和维修实施四个阶段,显著减少了故障处理时间,提高了维修效率。与传统方法相比,故障排查时间减少了 38%,维修成功率提升了 23%智
能诊断的介入将维修从被动应对转变为主动预防,为提升设备运维水平提供了可靠支持。
3.2 技术实施中的挑战与改进措施
实际工业场景中智能诊断系统的实施中数据获取质量不足是常见的问题之一,复杂的生产环境中的信号采集设备的精度无法满足高精度要求。环境噪声和振动等外部干扰也可能影响传感器的信号质量并导致采集到的数据不准确或失真。理论上能够借助多种算法提高诊断精度但数据质量差仍然是不可忽视的瓶颈。智能诊断系统依赖于大量的历史数据进行训练但实际应用中,训练数据的样本量有限或分布不均会导致模型在面对新的、未见过的故障类型或工作条件时诊断准确率下降。多变的生产环境和设备状况使模型在不同工况下的适应能力受到限制,无法充分应对各种复杂情况。智能诊断系统的实施和长期维护还需要系统集成、算法优化和持续更新等大量的技术投入,将增加中小型企业的经济压力。设备运行中的故障模式多样且实时性要求高,维护人员需要较强的技术支持还需系统进行常态化的优化与调试。
针对上述问题可使用的改进措施有:数据获取方面选用高精度传感器并结合自适应滤波算法提高数据质量,模型训练方面使用数据增强技术扩展样本集,并借助迁移学习提升模型在不同场景中的适应性,成本控制方面借助模块化设计和云平台部署降低实施门槛。
如在某汽车制造企业的实施案例中,应用结果表明:数据获取质量不足的问题,通过采用多传感器融合和自适应滤波算法得到了显著改善,信号噪声降低了 18%,数据质量提高了 18%,使得系统的可靠性得以增强;模型泛化能力不足的问题在引入数据增强技术和迁移学习后,新场景的诊断准确性提升了 25%,显著提高了系统在不同设备和运行环境中的适用性;维护成本较高的问题,则通过模块化设计和云端部署得到有效缓解,实施成本降低了约20%,同时系统的维护变得更加简便。这些数据验证了通过采用针对性优化措施,可以在保持高性能的前提下降低成本和复杂性,从而增强智能诊断系统在工业环境中的实际应用价值。
4、 结语
本研究围绕数控机床主轴电机的故障诊断与维修技术,构建了基于智能诊断系统的优化方案,并分析了故障分类、信号特征提取及维修流程改进等关键环节。结果表明,智能诊断系统在提高故障检测效率、优化维修流程和降低停机时间方面具有显著优势。研究还针对系统实施中的数据质量、模型泛化能力和维护成本等挑战提出了有效的改进措施,为工业领域中复杂设备的智能化管理提供了技术支撑。未来,智能诊断系统的推广应用将进一步推动设备运维向数字化和智能化方向发展,为制造业的高效生产提供重要保障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

