


机床精度、效率、成本协同进步,助力制造业提质降本增效——CCMT2026部分展品综述(2)
2026-3-31 来源:机床协会 作者:-
2. 铣镗钻类机床展品
铣镗钻类机床展商210余家,展品约460台。主要展商有斯达拉格、格劳博、埃马克、哈默、奥美特、魏因加特纳、威力铭-马科黛尔、德马吉森精机、罗德斯、大隈、迪恩、通用技术集团、济南二机床、秦川机床集团、北京北一、北京精雕、普什宁江、科德数控、交大智邦、山东豪迈、沈阳精锐、宁波海天、汇专科技、武汉重型、齐重数控、上海拓璞、北京博鲁斯潘、创世纪、山东普利森、中航院、山东蒂德、星火智能、南通国盛、友嘉集团、台中精机、东台精机等企业。
铣镗钻类机床展品,床身材料多采用高强度铸铁、米汉纳合金铸铁,并进行多次退火和时效去应力;精密类有采用天然大理石或人造矿物铸件,提高机床的刚性,以及热稳定性。
机床结构有双柱式框架结构、门型结构、箱中箱结构,加宽底座,加大导轨间距,宝塔形(人字形)立柱等结构,提高机床刚性、精度和精度稳定性。
采用液体静压导轨,或导轨安装面、运动部位结合面采取传统的人工刮研工艺;提高结合面的接触刚度,提高机床精度。
采用热对称设计,并在床身各部件预埋冷却管道。电机、滚珠丝杠副、轴承及轴承座等运动部件采取恒温冷却,抑制运动部件的温升,减少热变形。提高机床的精度和精度稳定性。
运动部件轻量化设计,减小运动惯量;应用直接驱动技术;提升机床运动速度,提高机床的动态响应性能,同时降低机床的能耗。
多主轴多工位结构形式,主轴同步或异步控制,可同时加工多个相同的工件或者多个不同的工件。这种多主轴多工位结构机床能减少设备占地面积,节约能耗的同时,显著提升生产效率。
集成多种智能功能,如温度补偿、主轴负载智能控制、进给自适应控制、刀具补偿及寿命管理、加工参数自动修正、加工轨迹仿真、碰撞预警等等,提高机床的加工精度、加工效率。
高级能源管理功能,待机关闭冷却、液压、照明、显示等耗能设备,智能启停排屑设备。采用能效更高的电机、能耗更低的变频泵等,提高能源利用效率。
复合加工也是铣镗类机床技术发展的重要方向,得益于力矩电机技术的发展和成熟,越来越多的企业开发了车铣复合加工中心,一次装夹可以完成铣削、钻削、镗削,以及车削加工,以适应盘类结构复杂工件的高精度、高效加工。
济南二机床的XHSP6520×40并联五轴加工解决方案,配置自主研发的BV230并联式五轴主铣头,采用“箱中箱”式全对称结构,采用三套丝杠传动组件控制主轴的运动,通过三套丝杠传动组件独立运动形成主轴的Z轴运动、Z1/Z2/Z3轴差动形成A、B轴摆动,响应速度快。该并联式五轴加工中心结合翻板交换机构形成加工单元,也可以组合RGV自动传输机构组成自动生产线,针对航空航天大型铝合金结构件高速、高效加工而开发高效加工设备。
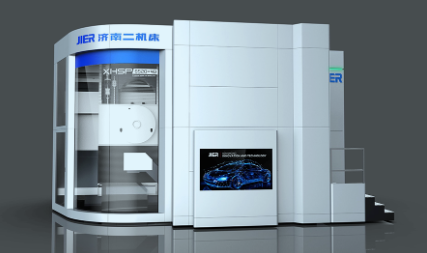
济南二机床XHSP6520×40并联五轴加工解决方案
博鲁斯潘五轴联动高速精密加工中心HMC600DSP-5i用于民用飞机涡轮涡扇、汽轮机涡轮涡扇批量高效制造及汽车铝合金发动机缸体、变速箱壳体、转向节等汽车零部件精密加工。机床采用双主轴+双摇篮式交换工作台系统,可切换A1/A2、C1C2/C3C4五轴联动;机床在加工的同时,同步进行上下料,提高加工效率、提升尺寸一致性、缩短生产节拍。该机床在节省设备占地面积、节约能源消耗的同时,可获得显著的产能提升。
东风设备的DHE500动柱式高速加工中心,立柱高低轨结构,提高机床稳定性;立柱运动部件轻量化设计,降低能耗;机床采用热对称机构,全闭环控制,主动温升控制、中空冷却丝杠副等技术,提高机床精度。直线轴定位精度4μm,重复定位精度2μm。主轴最高转速15000r/min,直线轴快移速度60m/min,屑到屑换刀速度4.5s。机床具有虚拟调试、主轴防碰撞、智能化监控、绿色加工等智能功能,可满足航空航天、汽车、船舶和发电等行业高精度、高效率加工需求。
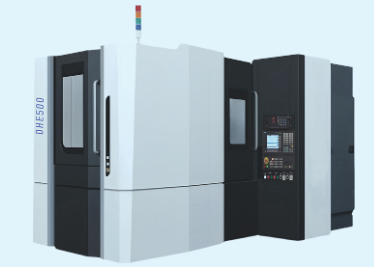
东风设备DHE500动柱式高速加工中心
创世纪的四头门式加工中心T-1500-4,四主轴同步架构,采用四套独立主轴系统,实现完全同步的并行加工;高强度铸铁整体铸造一体化结构,经二次时效处理,刚性提升40%;单次装夹可同时加工4个相同工件,生产效率提升300-400%。
科德数控的KHM 150U坐标级非正交五轴卧式加工中心,在结构、控制、能效等多维度实现突破,性能优势显著。静、动部件均采用复合材料,制造能耗低,节能环保,其高阻尼、低导热特性大幅提升机床精度与稳定性。机身采用正T型对置、双倾斜布置的对称结构,筑牢高刚性基础。45°非正交转台转动惯量小,提高旋转轴的动态性能与加工效率。配置最新CNC与伺服控制技术,实现纳米指令控制,稳态位置波动达纳米级。伺服驱动电流环分辨率升级,可诊断各轴机械性能,具备自动防碰撞预警功能,实时反馈加工数据以优化自适应控制。内部恒温冷却系统通过高精度冷机、流量阀及温度传感器,精准调控发热部件温度,保证机床精度稳定性,配套可视化显示界面。采用传统研磨、刮研工艺,保障机床精度,直线轴定位精度3μm,重复定位精度2μm;旋转轴定位精度3″,重定位精度2″。
科德数控的KHM 150U坐标级非正交五轴卧式加工中心
普什宁江的THM6380IV精密卧式五轴加工中心,机床操作面板基于人机工程学设计,位置合理,使用方便。机床床身、立柱、滑座均采用高质量的铸铁,立柱采用整体框式结构,具有最佳热对称性和结构稳定性。机床X、Y、Z轴进给机构采用伺服电机、高精度直线滚动导轨副和精密级滚珠丝杠副。机床可以在40m/min条件下实现快速移动和准确定位,X、Y、Z轴定位精度6μm,重复定位精度3μm,A、B轴定位精度6″,重复定位精度3″;采用集中定时润滑,使导轨的磨损减小至最低,保证了机床精度的稳定和持久。主轴最高转速10000r/min,最大扭矩575Nm。机床用华中智能控制系统。
普什宁江THM6380IV精密卧式五轴加工中心
豪迈的立式五轴车铣复合加工中心XHQ420-C,采用热对称整体式龙门结构铸造床身及三角支撑横梁,能显著降低热变形和切削振动对加工精度的影响,并通过在线测量、热补偿等方式,进一步提高加工精度。一次装夹可完成铣、钻、镗、铰、车等加工。该机床AC轴采用直驱技术,具备高转速、大扭矩和高动态响应特性等优点。主轴最高转速20000r/min,扭矩135Nm(S6);直线轴快移速度60m/min,车削主轴(C轴)最高转速1200r/min;X、Y、Z轴定位精度分别为5μm、6μm、5μm,重复定位精度3μm、4μm、3μm;A/C轴定位精度7″,重复定位精度4″。配备温度补偿、断刀检测、撞机保护、动态防碰撞等多种智能化功能。

豪迈XHQ420-C立式五轴车铣复合加工中心
沈阳精锐的V65立式加工中心,整机结构经过优化,采用热对称设计,具有良好的刚性和热稳定性;主要热源均采用恒温冷却,抑制温升,保证机床的精度稳定性;主轴最高转速12000r/min,直线轴快移速度48m/min,重复定位精度4μm;可配置车削功能,实现车铣复合加工,预留自动化接口,便于组线。该机床适用于叶轮、整体叶盘、小型钛合金结构件等的高精、高效五轴联动加工。

沈阳精锐V65立式加工中心
北京精雕的JDSGT400立式加工中心,采用高刚性对称定梁龙门结构并实施全面的温度管控,实现长时间运转的精度稳定性;直线轴采用双直线电机驱动,度高,无磨损,动态响应性高,机床定位精度1μm、重复定位精度0.8μm;可实现纳米级表面加工,镜面质感与高精度表面质量,减少后续抛光工序,降低生产成本。

北京精雕JDSGT400立式加工中心
宁波海天的HF125M卧式五轴加工中心,一体式铸造结构,抗扭刚性好,立柱采用墙背式结构,提高结构刚性;直线轴滚珠丝杠采用中空冷却,提高精度稳定性;主轴头配置自主研发的高动态A轴摆头,可实现+30°~-120°摆转范围,定位精度可达5″,重复定位精度2″。
广东省机械研究所有限公司的K6S高速石墨加工中心,床身底座采用优质矿物铸件(人造石)材料,具有优良的阻尼减振性能、低热传导系数、精度长久稳定性、高耐腐蚀性能;紧凑的双螺杆全自动排屑排粉、湿式加工配置床身全自动清洗系统,可选配高度集成的石墨粉尘回收系统以满足干式石墨加工的需求;主轴最高转速达24000(30000)r/min,直线轴快移速度24m/min,定位精度达±5μm,重复定位精度3μm。
United Machining Solutions(UMS)的MILL P 500 VHP铣削加工中心结构坚固并为对称式的桥型结构,散热均匀,机械变形小。高质量的平衡设计实现高刚性和高重复精度,可超高精密度进行细微加工并保持长期稳定。采用主动式内冷系统(稳环境技术),控制循环冷却液温度,精密管理温度,且无生产环境限制。是至臻模仁、高质量汽车反光镜模具、精致燃料电池模具和医疗器械等高精度和高表面质量要求的复杂型腔产品加工的理想选择。该机床还配置了自动化接口,可以快速实现自动化上下料,提高生产效率。
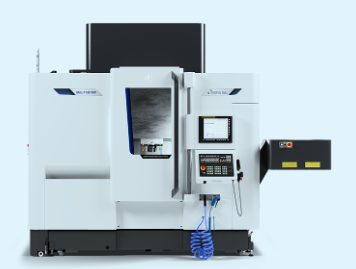
UMS的MILL P 500 VHP 铣削加工中心
罗德斯的RPT600DSH五轴加工中心,采用完整PRECITEMP®技术,有效控制机器中或周围环境的温度波动,确保即使在环境温度不恒定的情况下,也能维持工件加工的精度;应用NANOTOL®导轨概念,刚性加强,精度更持久,顶面平面度与侧面直线度小于1μm;对旋转轴的力矩电机进行恒温冷却,并可选配对轴承和工作台的水冷恒温,显著减少高速运转时的尺寸偏差;配备机内测量系统,允许在机床内直接进行工件质量控制,配备机床几何精度控制程序,提高生产效率;主轴部位布置高精度传感器,通过数字模型跳过预热阶段,实现主轴伸长补偿,适应高精度加工;还可选配集成铣削、磨削加工,以及测量,实现复合加工。
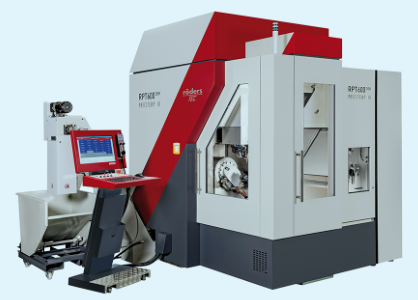
罗德斯RPT600DSH五轴加工中心
大昌洋行展出的KERN Micro HD,采用新一代CSD/CSC高热稳定性主轴,在保持高粗加工效率的同时,实现镜面级表面质量与最佳尺寸精度。温控精度±0.05℃的床身温度管理系统,能确保长时间连续加工下的精度稳定性,直线电机驱动和静压导轨,具有高动态响应、低振动的动态性能,获得亚微米级别的定位精度和优异的表面质量,进给速度60m/min,加速度2g,直线轴定位精度(P)1μm,重复定位精度(Ps)0.5μm,圆插补偏差(ISO 230-4)≤1.5μm,适用于SiC、陶瓷、硬脆复合材料等半导体常用材料的精密加工。

大昌洋行展出的KERN Micro HD超精密加工中心
秦川机床集团宝鸡机床的U20K-852H超声立式加工中心,应用超声波振动主轴及大功率大扭矩数字超声波控制辅助系统,可大幅度提高生产效率、产品质量,降低了生产成本,特别适用于高温合金、陶瓷材料、光学材料、碳纤维等难加工材料的高精密加工,微细加工,加工效率和良品率可得到成倍提高。
格劳博的G550五轴联动卧式加工中心,独特的机床设计,将导轨与工作点(TCP)之间的距离降至最小,使机床具有更好的精度;其“隧道”概念保证旋转轴不受刀具长度的影响,实现最大工件的加工;独特的轴布局、高刚性结构、强力电主轴以及高效排屑系统,还有可实现包括翻转式加工在内的任意角度位置加工,确保其加工灵活性、精确度,以及高效率。G550五轴联动卧式加工中心,可以配备其专为涡轮零件以及薄壁工件加工而新开发设计的Vario工作台。Vario工作台代表着理想的夹持方案、更高的加工质量和工艺可靠性。其独立工作的直驱B轴,能确保粗加工过程中产品几乎没有张力,防止产品在精加工过程中变形。

Vario工作台
大隈的MU-6300V-L五轴联动立式加工中心,集成了车削功能,实现车铣复合加工,高精度的摇篮工作台,支持高精度五轴加工,具有与三轴机床相同的加工精度和加工能力。加工效率高,S45C材质面铣加工能力504cm³/min,立铣加工能力672cm³/min,车削加工能力3mm²。
北一机床的XHAμ2130×65高精度龙门五轴加工中心,应用了机床结构优化设计、动静态精度设计、热稳定性设计、制造全过程应力控制、高精度自动更换附件主轴头设计制造、数控机床精度保持性提升等关键核心技术,能够实现大型零件的高精度、五轴加工。滑枕与溜板间、溜板与横梁、立柱与横梁间均采用静压导轨,提高运动的平稳性,保证了加工精度。该机床可自动更换附件头,一次装卡完成铣、镗、钻、铰、攻丝等多工序加工,还可对工件复杂曲面进行五轴联动大扭矩强力切削加工。五轴切削最大扭矩1500Nm,3米范围内直线轴重复定位精度优于5μm,满足船舶、工业母机等高端制造领域关键零部件五轴高精度加工需求。

北一机床XHAμ2130×65高精度龙门五轴加工中心
上海拓璞的GMB3020-B超高速五轴龙门加工中心,桥式龙门结构;移动部件(横梁、滑座、滑枕)采用碳纤维复合材料轻量化结构,重量较钢结构机床减少50%,稳定性约为钢的10倍。主轴最高转速20000r/min,直线轴快移速度120m/min,加速度1.5g;占地面积小,能耗低;适用于新能源汽车的一体化压铸件副车架、前机舱、后地板、电池托盘等大型结构件的高速高效半精加工及精加工。

上海拓璞GMB3020-B超高速五轴龙门加工中心
南通国盛的GMB2216LX桥式五轴龙门加工中心,采用中挂式箱中箱结构,有效抑制切削振动,提高刀具使用寿命;整体热平衡设计,三轴丝杠采用螺母冷却结构,有效抑制丝杠热伸长,确保加工精度的持久稳定;Z轴采用双电机直驱结构,提升动态性能;X、Y、Z轴进给速度15m/min、15m/min、12m/min,定位精度0.015mm、0.015mm、0.010mm,适用于模具行业大型模具的精加工。
宁波天瑞的UM3218龙门五轴加工中心,主体均采用高品质铸铁,并经三次时效处理,提高机床刚性和精度稳定性;采用高精度导轨配合多个重载荷滑块,提升承载能力和刚性;B、C轴直驱式摆头,标配圆光栅、五轴防碰撞功能,保障刀具、工件和设备的安全性。
宁庆空天智能的BMI5A3020A横梁移动式五轴联动数控龙门加工中心,采用箱中箱对称式横梁结构设计,受力均匀;搭配直驱夹臂式双摆头,兼具高扭力与高精度性能;X轴、Y轴通过双电动机消隙齿轮齿条传动;具备智能保护,断电法向回退功能;搭配在线测量和非接触式对刀仪,运用集成传感器等技术,提高精度和加工效率;三维实时防碰撞,对机床进行实时保护;数字化双胞胎,透明化整个生产流程。用于难加工易变形大型航空航天零部件的高效率开粗和高精密加工。
齐重数控的PB130L数控刨台卧式铣镗床,基础件采用高强度铸铁,结构经有限元分析优化,保证机床的刚性和精度稳定性;中挂式主轴箱采用热力对称设计,安装于龙门框架式立柱中,减少热变形的影响,确保高精度和动力学性能;工作台采用圆光栅进行直接测量,可实现任意角度定位,保证调头镗孔的同轴度;回转测量选用进口圆光栅进行直接测量。闭环控制,可实现任意角度定位,分度精度高,可保证调头镗孔的同轴度。
华都精工的HBS200T2T六轴卧式镗铣加工中心,在五轴镗铣基础上增加主轴箱整体A轴摆动功能,提高模具斜面及斜角深孔/攻丝加工的效率。自主开发的W轴热补偿后置处理,W轴热伸长及下垂量趋近于0,双斜度定位精度控制在0.01mm之内。
山东蒂德的G16058MCB数控动柱龙门镗铣床,前后双横梁的箱中箱式龙门框架。床身采用矿物铸件,其他大件全部采用高强度铸铁,保证机床的刚性及精度稳定性。X轴左右两列床身和Y轴前后横梁分别采用4条重载滚柱直线导轨,X、Y轴均采用双电机消隙的齿轮齿条传动,Z轴采用4条滚柱直线导轨支撑的四面环抱主轴箱体,配备双电机滚珠丝杠传动,三轴全部采用全闭环控制,运行速度快,承载大,抗振能力强,运动精度高,确保机床精度稳定持久。
(来源:协会市场部(执笔 符祚钢) 责编:张芳丽)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

