



一款机床用高速主轴的设计
2026-5-22 来源:沈阳机床股份有限公司 作者:杨小娟 邱 岩 于雯秋
摘 要 :电主轴是高精度加工中心机床的核心功能部件,其零传动间隙和高转速显著提高了加工中心机床的加工效率。该文针对电主轴设计过程中的要点,从电主轴电机的选型、电主轴端部选择、主轴轴承选择、刀具系统设计、润滑 / 冷却系统设计以及主轴动平衡 / 热装工艺设计等方面详细阐述了电主轴设计要点,并对设计中容易忽略的冷却系统设计进行了详细介绍和计算。
关键词 :电主轴 ;电机 ;轴承 ;动平衡 ;过盈量
为了加速企业经济发展,提高企业竞争力,促进企业技术进步,高速数控机床的研究、开发已是当务之急。在高速数控机床设计制造中,最关键的是高速主轴技术。它将电机的转速和扭矩通过主轴传递给刀具,并对工件进行加工。主轴按照驱动形式分为机械主轴和电主轴,电主轴将驱动电机和主轴做成一个整体,省略了机械主轴中的皮带或齿轮等中间传动环节,具有结构紧凑、质量轻、惯性小、振动低、噪声小且响应快等优点 [1],在高精机床领域的应用越来越广泛。
电主轴尤其是高速电主轴的设计主要包括内装电机的选型、高速轴承、润滑冷却及密封技术、刀具系统以及热伸长控制。其中影响主轴刚性的主要因素是轴承系统和支撑系统,影响主轴转速的因素是主轴轴承系统、润滑系统以及冷却系统。
1、 主轴设计参数
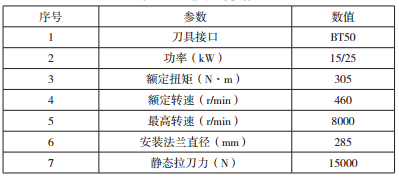
主轴设计参数见表 1。主轴的设计参数根据机床的加工材料、加工需求及机床的结构形式来确定。根据产品的卧式加工中心的结构特点及刀具 / 倒库的使用需求,确定刀具接口为 BT50,安装法兰直径为 285mm。根据机床使用中的加工工况,等效计算主轴所需的功率扭矩等参数,确定点击的功率及额定扭矩、额定转速 / 最高转速等参数,同时确定静态拉刀力。
表 1 主轴设计参数
2 、内装电机选型
内装电机是高速电主轴的重要组成部分,是决定主轴性能的关键因素。内装电机包括定子及转子。定子和转子以过盈连接的形式分别与主轴套筒和芯轴连接,传递转速和扭矩。内装电机按电机形式分为异步电机和同步电机。同步电机转速与定子磁场同步,功率密度大,体积小,电机转速不受负载的影响,通过调节电源频率就能进行精确控制,应用在机床加工领域,可以获得更好的螺纹质量及表面加工质量。其缺点是电机弱磁范围较窄,一般为 3~4 倍额定转速。当最高转速与额定转速比值较大时,同步电机电流也较大,电气系统需要增加 VPM 单元,但也增加了电气成本。
根据需求,电机选型可选择同步或异步电机。同步电机功率密度大,同步性能好,成本高;异步电机成本低,恒功率范围大。当最高转速与额定转速比大于 4 时,同步电机电流较大,会提高电气成本。因此恒功率范围窄的可选同步电机,恒功率范围大的可选异步电机。
电机的计算校核还需要考虑最高转速。根据电机的功率扭矩曲线计算主轴加速时间,根据切削最大扭矩校核电机扭矩,根据切削金属去除率校核电机功率。
该文采用 FANUC 异步电机,电机型号为 BiI160LL/13000B,电机为双速电机,其功率扭矩曲线如图 1 所示。电机功率为15/25kW,额定转速为 460r/min,额定扭矩为 305N·m,最高转速为 13000r/min,最大扭矩为 623N·m,最大扭矩持续时间为 2s。电机特性满足设计需求。
3 、主轴结构设计
3.1 电主轴端部设计
主轴端部用来安装刀具或夹持工件。主轴端部结构应能保证刀具或工件定位准确、安装可靠,并传递足够的扭矩。加工中心用电主轴端部的连接方式主要有 2 种形式,即7 ∶ 24 锥度和 1 ∶ 10 锥度。7 ∶ 24 锥度主轴常用配置为BT40、BT50,刀具在使用过程中采用锥面接触,主轴端面不接触,因此要求主轴锥孔具有足够的连接刚度。
在旋转离心力作用下,主轴会发生膨胀变形,形成“喇叭口”,影响主轴精度。主轴刀柄轴向位移 L、径向间隙 d和刀柄锥角 θ(7 ∶ 24 锥度为 8° 17′ 50″)的关系如公式(1)所示。
可见,变形径向间隙对加工精度的影响较大。1 ∶ 10 锥度常用于 HSK 高速刀柄,其特点是锥柄短、薄壁结构,锥度配合过盈量小,端部和锥柄同时接触,对主轴端部关键尺寸精度要求严格。高速运转时,HSK 刀柄产生的膨胀变形量可以在一定程度上弥补主轴的膨胀变形,使前、后段间隙量均匀 [2]。该文主轴最高转速为 8000r/min,采用 7 ∶ 24-BT50 刀柄设计。
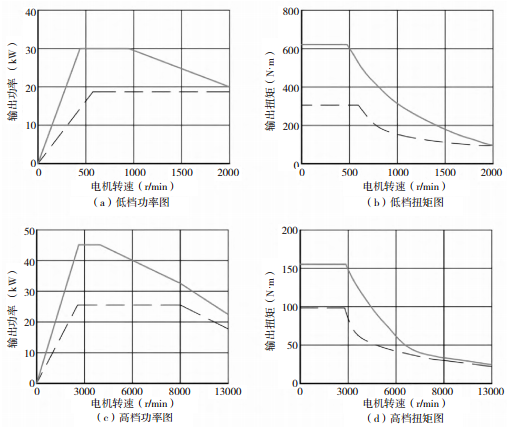
图 1 电机功率扭矩图
3.2 轴承支撑方式及刚度计算
轴承及其布置型式的选型是实现主轴高转速和高精度的关键,也决定了电主轴的寿命及刚性 [3]。
该电主轴采用前端角接触球轴承,后端圆柱滚子轴承的布置形式。角接触球轴承为 //\\QBC 模式,后端采用圆柱滚子轴承,圆柱滚子轴承允许轴向窜动空间,能抵消电主轴运行过程中热膨胀导致的热伸长。
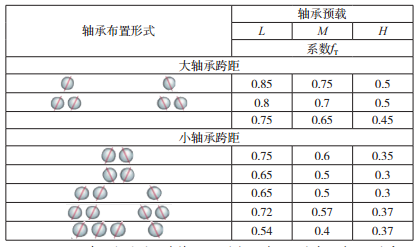
主轴系统的刚度包括轴向刚度和径向刚度,并以径向刚度为主。影响主轴刚度的参数主要有轴承刚度、轴承布置形式、主轴悬伸和主轴跨距等 [4]。主轴刚度的计算是一个比较复杂的计算过程,该文不做详细计算,可参考相关资料进行学习。组合轴承的轴向和径向刚度计算系数见表 2、表 3。
表 2 组合轴承轴向刚度系数

3.3 刀具系统设计
刀具系统是主轴设计的关键部分。刀具系统包括松夹刀系统及卸刀系统的设计。
主轴状态分为拉刀 - 空刀 - 松刀 3 种状态。油缸行程还要考虑空行程(S0)及舔刀量(Sj)。油缸行程 S 的计算如公式(2)所示。
式中 :H 为松刀行程。 对加工中心主轴来说,松、夹刀时间会直接影响换刀时间,从而影响整机的加工效率与加工节拍,因此要计算油缸松刀时间。松刀时间 t 的计算如公式(3)所示。

式中 :t 为松、夹刀时间,s ;V 为松刀、夹刀油腔体积,L ;δ为根据负载的修正系数 0.59~0.82;Q 为液压系统流量,L/min。上述为理想状态下的理论时间。在实际使用过程中,受液压管路及压力波动等的影响,实际松刀时间可能大于理论时间,在液压管路设计中应尽量减少管路长度。
3.4 润滑与冷却系统设计
高速电主轴的润滑系统一般指轴承润滑系统。轴承高速运转时会产生大量摩擦热,导致温度升高,从而引起热变形,降低轴承的工作精度同时也改变了轴承的预紧,使主轴的刚度特性发生改变。轴承润滑分为脂润滑和油气润滑。通常用 dmn 值(轴承转速乘以轴承内径)决定润滑的方式。脂润滑的特点是成本低,易维护,当 dmn 值≤ 1×106 时采用脂润滑 ;油气润滑成本高,使用时还需要考虑油雾回收问题,但其可以获得更高转速。一般 dmn 值≥ 1×106 时采用油气润滑。主轴常成组使用。成组使用时,由于轴承的尺寸差异及安装因素,成组轴承并不能达到单个轴承的转速,因此成组使用时需要考虑轴承配置系数(见表 4)。
传统机械主轴的热源主要是轴承高速运转产生的热量。电主轴内置有主轴电机,与机械主轴相比,增加了内置主电机热量源。为降低轴承发热,需要设计轴承座冷却环对轴承进行冷却。对电机定子安装轴套设计冷却环并进行电机冷却。设定冷却泵温度时要注意不要将温度设置过低,防止出现主轴冷凝现象,设定温度一般为室温 +1℃。
表 4 轴承极限转速系数
为使主轴能够被充分冷却,需要进行冷却系统计算,主要包括冷却功率、冷却流量及冷却口截面积等的计算。
电主轴的发热源主要是内装电机。内装电机的发热会因电机材料及制作工艺而有所区别,根据使用研究及测试,电机的发热量可按如下比例进行估算。同步电机,国外 3%~5%,国内 5%~8% ;异步电机,国外 15~20%,国内20~30% ;伺服电机,国外 10~15%,国内 15~20% ;制冷功率可根据电机功率乘以上述比率进行计算。
确定制冷功率后,需要根据冷却介质和制冷功率来确定冷却流量,如公式(4)所示。
式中 :P 为制冷功率,kW ;M 为质量流量,kg/s ;C 为冷却介质的比热容,kJ/kg·K ;∆t 为温升,℃。其中,对于冷却介质的比热容 C,水取 4.18kJ/kg·K,油取 1.9674kJ/kg·K。实际的温升受电机质量、安装质量及工况的影响,很难计算出确定数值,可以根据不同介质进行
估算。冷却介质为水时,温升取 5℃,冷却介质为油时,温升取 8℃。
确保冷却流量后还要考虑冷却截面积,以确保冷却效果。计算冷却截面积主要考虑流量和流速,如公式(5)所示。

式中 :S 为冷却截面积,mm ;Q 为流量,L/min ;V 为流速,m/s。
流速 V 的选择可根据经验进行选取。压力水管一般设计流速为 0.5m/s~3m/s(水压≤ 1000kPa),推荐取值 2m/s;负压水管(吸程)一般设计流速为 0.5m/s~1.5m/s(水温≤ 50℃),推荐取值 1.2m/s ;压力油管一般设计流速为 3m/s~8m/s(黏度≤ 40Cst),推荐值 4m/s;负压油管(吸程)一般设计流速为 0.5m/s~1m/s,推荐值 0.8m/s。
综上所述,主轴设计中的润滑和冷却需求包括选择轴承润滑方式、计算主轴发热量、合理选择冷却功率及流量并根据冷却截面积设计合适的冷却结构。
4、 主轴动平衡技术
高速电主轴对不平衡控制的要求比通常转子更严格,微小的不平衡都会导致主轴回转精度严重丧失甚至轴承支撑系统严重失稳 [5]。进行电主轴设计时,要根据产品结构及安装工艺,在装配过程中多次从低速到高速逐步进行主轴动平衡调整,以达到主轴所需的动平衡等级,还要充分考虑动平衡位置,通过增重或减重,尽量保证前端和后端 2 个校正面的动平衡效果。
目前的主轴在线动平衡技术研究广泛,电主轴通过综合状态测控系统,监控主轴振动、轴承温度、旋转速度和主轴负载等关键参数,根据电主轴动平衡模型进行分析诊断,识别和监控主轴不平衡部位、不平衡量,从而减少主轴故障,并及时有效地采取维修措施。
5、 主轴热装工艺设计
为消除传动间隙对主轴运行的影响,电主轴定、转子常常通过热装的方式连接冷却水套、芯轴。当电机转子与机床主轴存在过盈时,会配合表面产生正压力,使电机转子的内、外径扩张。电机转子与机床主轴过盈量的大小不仅与配合面的传动能力密切相关,还受电主轴运动状态的影响,主要是高速状态下离心力对配合面的影响 [6]。
过盈量计算分为静态过盈量和动态过盈量设计。静态过盈量考虑最大扭矩的传递能力,动态过盈量考虑最大功率的传递能力。满足扭矩和功率的同时,计算主轴转子衬套的许用应力是否满足要求。计算公式在此不赘述,可参考文献 [6]中的论述。
6、 结语
高速电主轴是一款对设计、工艺、装配等要求较高的产品,设计环节多且设计细节多。该文主要设计了一款卧式加工中心用电主轴,从设计参数出发介绍主轴电机的形式,从同步电机和异步电机的产品特性出发介绍主轴电机选择依据。还详细介绍了电主轴结构设计的各环节。首先从电主轴端部的选择介绍电主轴不同端部形式的特点。其次介绍主轴最重要的支撑环节,轴承的选型设计。再次介绍主轴刀具系统的设计。从次介绍主轴润滑及冷却计算,以保证主轴在运转过程中温升可控。最后从工艺方面介绍了主轴动平衡和主轴热装工艺的要点。希望能通过高速电主轴设计的全方位介绍,为电主轴设计提供一定的借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

